This section describes the various
types of Boilers: Fire tube boiler, Water tube boiler, Packaged boiler,
Fluidized Bed Combustion Boiler, Atmospheric Fluidized Bed Combustion
Boiler, Pressurized Fluidized Bed Combustion Boiler, Circulating
Fluidized Bed Combustion Boiler, Stoker Fired Boiler, Pulverized Fuel
Boiler, Waste Heat Boiler and Thermic Fluid Heater.
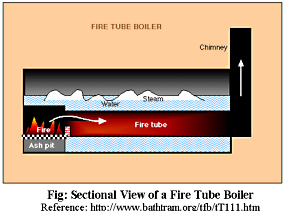 Fire Tube Boiler Fire Tube Boiler
In fire tube boiler, hot
gases pass through the tubes and boiler feed water in the shell side is
converted into steam. Fire tube boilers are generally used for
relatively small steam capacities and low to medium steam pressures. As a
guideline, fire tube boilers are competitive for steam rates up to
12,000 kg/hour and pressures up to 18 kg/cm2. Fire tube boilers are
available for operation with oil, gas or solid fuels. For economic
reasons, most fire tube boilers are nowadays of “packaged” construction
(i.e. manufacturers shop erected) for all fuels.
Water Tube Boiler
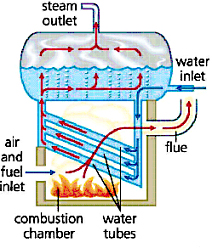 |
Fig: Simple Diagram of Water Tube Boiler
Reference: http://www.yourdictionary.com/
images/ahd/jpg/A4boiler.jpg
|
In water tube boiler,
boiler feed water flows through the tubes and enters the boiler drum.
The circulated water is heated by the combustion gases and converted
into steam at the vapour space in the drum. These boilers are selected
when the steam demand as well as steam pressure requirements are high as
in the case of process cum power boiler / power boilers.
Most modern water boiler
tube designs are within the capacity range 4,500 – 120,000 kg/hour of
steam, at very high pressures. Many water tube boilers nowadays are of
“packaged” construction if oil and /or gas are to be used as fuel. Solid
fuel fired water tube designs are available but packaged designs are
less common.
The features of water tube boilers are:
- Forced, induced and balanced draft provisions help to improve combustion efficiency.
- Less tolerance for water quality calls for water treatment plant.
- Higher thermal efficiency levels are possible
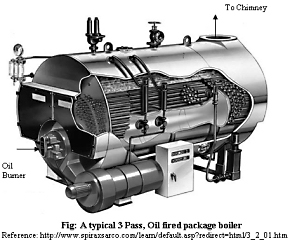
Packaged Boiler
The packaged boiler is so
called because it comes as a complete package. Once delivered to site,
it requires only the steam, water pipe work, fuel supply and electrical
connections to be made for it to become operational. Package boilers are
generally of shell type with fire tube design so as to achieve high
heat transfer rates by both radiation and convection.
 The features of package boilers are: The features of package boilers are:
- Small combustion space and high heat release rate resulting in faster evaporation.
- Large number of small diameter tubes leading to good convective heat transfer.
- Forced or induced draft systems resulting in good combustion efficiency.
- Number of passes resulting in better overall heat transfer.
- Higher thermal efficiency levels compared with other boilers.
These boilers are
classified based on the number of passes - the number of times the hot
combustion gases pass through the boiler. The combustion chamber is
taken, as the first pass after which there may be one, two or three sets
of fire-tubes. The most common boiler of this class is a three-pass
unit with two sets of fire-tubes and with the exhaust gases exiting
through the rear of the boiler.
Fluidized Bed Combustion (FBC) Boiler
Fluidized bed combustion
(FBC) has emerged as a viable alternative and has significant advantages
over conventional firing system and offers multiple benefits – compact
boiler design, fuel flexibility, higher combustion efficiency and
reduced emission of noxious pollutants such as SOx and NOx. The fuels
burnt in these boilers include coal, washery rejects, rice husk, bagasse
& other agricultural wastes. The fluidized bed boilers have a wide
capacity range- 0.5 T/hr to over 100 T/hr.
When an evenly
distributed air or gas is passed upward through a finely divided bed of
solid particles such as sand supported on a fine mesh, the particles are
undisturbed at low velocity. As air velocity is gradually increased, a
stage is reached when the individual particles are suspended in the air
stream – the bed is called “fluidized”.
With further increase in
air velocity, there is bubble formation, vigorous turbulence, rapid
mixing and formation of dense defined bed surface. The bed of solid
particles exhibits the properties of a boiling liquid and assumes the
appearance of a fluid – “bubbling fluidized bed”.
If sand particles in a
fluidized state is heated to the ignition temperatures of coal, and coal
is injected continuously into the bed, the coal will burn rapidly and
bed attains a uniform temperature. The fluidized bed combustion (FBC)
takes place at about 840 OC to 950 OC. Since this temperature is much
below the ash fusion temperature, melting of ash and associated problems
are avoided.
The lower combustion
temperature is achieved because of high coefficient of heat transfer due
to rapid mixing in the fluidized bed and effective extraction of heat
from the bed through in-bed heat transfer tubes and walls of the bed.
The gas velocity is maintained between minimum fluidisation velocity and
particle entrainment velocity. This ensures stable operation of the bed
and avoids particle entrainment in the gas stream.
Atmospheric Fluidized Bed Combustion (AFBC) Boiler
Most operational boiler
of this type is of the Atmospheric Fluidized Bed Combustion. (AFBC).
This involves little more than adding a fluidized bed combustor to a
conventional shell boiler. Such systems have similarly being installed
in conjunction with conventional water tube boiler.
Coal is crushed to a size
of 1 – 10 mm depending on the rank of coal, type of fuel fed to the
combustion chamber. The atmospheric air, which acts as both the
fluidization and combustion air, is delivered at a pressure, after being
preheated by the exhaust fuel gases. The in-bed tubes carrying water
generally act as the evaporator. The gaseous products of combustion pass
over the super heater sections of the boiler flow past the economizer,
the dust collectors and the air preheater before being exhausted to
atmosphere.
Pressurized Fluidized Bed Combustion (PFBC) Boiler
In Pressurized Fluidized
Bed Combustion (PFBC) type, a compressor supplies the Forced Draft (FD)
air and the combustor is a pressure vessel. The heat release rate in the
bed is proportional to the bed pressure and hence a deep bed is used to
extract large amount of heat. This will improve the combustion
efficiency and sulphur dioxide absorption in the bed. The steam is
generated in the two tube bundles, one in the bed and one above it. Hot
flue gases drive a power generating gas turbine. The PFBC system can be
used for cogeneration (steam and electricity) or combined cycle power 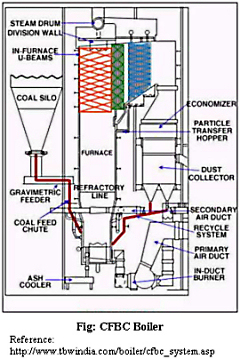 generation.
The combined cycle operation (gas turbine & steam turbine) improves
the overall conversion efficiency by 5 to 8%. generation.
The combined cycle operation (gas turbine & steam turbine) improves
the overall conversion efficiency by 5 to 8%.
Atmospheric Circulating Fluidized Bed Combustion Boilers (CFBC)
In a circulating system
the bed parameters are so maintained as to promote solids elutriation
from the bed. They are lifted in a relatively dilute phase in a solids
riser, and a down-comer with a cyclone provides a return path for the
solids. There are no steam generation tubes immersed in the bed.
Generation and super heating of steam takes place in the convection
section, water walls, at the exit of the riser.
CFBC boilers are
generally more economical than AFBC boilers for industrial application
requiring more than 75 – 100 T/hr of steam. For large units, the taller
furnace characteristics of CFBC boilers offers better space utilization,
greater fuel particle and sorbent residence time for efficient
combustion and SO2 capture, and easier application of staged combustion
techniques for NOx control than AFBC steam generators.
Stoker Fired Boilers
Stokers are classified
according to the method of feeding fuel to the furnace and by the type
of grate. The main classifications are spreader stoker and chain-gate or
traveling-gate stoker.
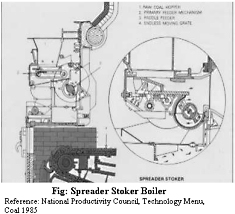 Spreader Stokers Spreader Stokers
Spreader stokers utilize a
combination of suspension burning and grate burning. The coal is
continually fed into the furnace above a burning bed of coal. The coal
fines are burned in suspension; the larger particles fall to the grate,
where they are burned in a thin, fast-burning coal bed. This method of
firing provides good flexibility to meet load fluctuations, since
ignition is almost instantaneous when firing rate is increased. Due to
this, the spreader stoker is favored over other types of stokers in many
industrial applications.
Chain-grate or Traveling-grate Stoker
Coal is fed onto one end
of a moving steel grate. As grate moves along the length of the furnace,
the coal burns before dropping off at the end as ash. Some degree of
skill is required, particularly when setting up the grate, air dampers
and baffles, to 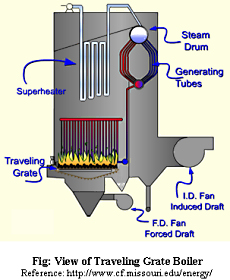 ensure clean combustion leaving the minimum of unburnt carbon in the ash. ensure clean combustion leaving the minimum of unburnt carbon in the ash.
The coal-feed hopper runs
along the entire coal-feed end of the furnace. A coal gate is used to
control the rate at which coal is fed into the furnace by controlling
the thickness of the fuel bed. Coal must be uniform in size as large
lumps will not burn out completely by the time they reach the end of the
grate.
Pulverized Fuel Boiler
Most coal-fired power
station boilers use pulverized coal, and many of the larger industrial
water-tube boilers also use this pulverized fuel. This technology is
well developed, and there are thousands of units around the world,
accounting for well over 90% of coal-fired capacity.
The coal is ground
(pulverized) to a fine powder, so that less than 2% is +300 micro meter
(μm) and 70-75% is below 75 microns, for a bituminous coal. It should be
noted that too fine a powder is wasteful of grinding mill power. On the
other hand, too coarse a powder does not burn completely in the
combustion chamber and results in higher unburnt losses.
 The
pulverized coal is blown with part of the combustion air into the
boiler plant through a series of burner nozzles. Secondary and tertiary
air may also be added. Combustion takes place at temperatures from
1300-1700°C, depending largely on coal grade. Particle residence time in
the boiler is typically 2 to 5 seconds, and the particles must be small
enough for complete combustion to have taken place during this time. The
pulverized coal is blown with part of the combustion air into the
boiler plant through a series of burner nozzles. Secondary and tertiary
air may also be added. Combustion takes place at temperatures from
1300-1700°C, depending largely on coal grade. Particle residence time in
the boiler is typically 2 to 5 seconds, and the particles must be small
enough for complete combustion to have taken place during this time.
This system has many
advantages such as ability to fire varying quality of coal, quick
responses to changes in load, use of high pre-heat air temperatures etc.
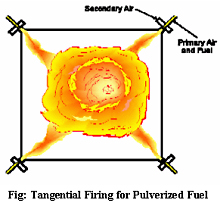
One of the most popular
systems for firing pulverized coal is the tangential firing using four
burners corner to corner to create a fireball at the center of the
furnace.
Waste Heat Boiler
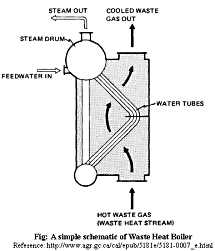 Wherever
the waste heat is available at medium or high temperatures, a waste
heat boiler can be installed economically. Wherever the steam demand is
more than the steam generated during waste heat, auxiliary fuel burners
are also used. If there is no direct use of steam, the steam may be let
down in a steam turbine-generator set and power produced from it. It is
widely used in the heat recovery from exhaust gases from gas turbines
and diesel engines. Wherever
the waste heat is available at medium or high temperatures, a waste
heat boiler can be installed economically. Wherever the steam demand is
more than the steam generated during waste heat, auxiliary fuel burners
are also used. If there is no direct use of steam, the steam may be let
down in a steam turbine-generator set and power produced from it. It is
widely used in the heat recovery from exhaust gases from gas turbines
and diesel engines.
Thermic Fluid Heater
In recent times, thermic
fluid heaters have found wide application for indirect process heating.
Employing petroleum - based fluids as the heat transfer medium, these
heaters provide constantly maintainable temperatures for the user
equipment. The combustion system comprises of a fixed grate with
mechanical draft arrangements.
The modern oil fired
thermic fluid heater consists of a double coil, three pass construction
and fitted with modulated pressure jet system. The thermic fluid, which
acts as a heat carrier, is heated up in the heater and circulated
through the user equipment. There it transfers heat for the process
through a heat exchanger and the fluid is then returned to the heater.
The flow of thermic fluid at the user end is controlled by a
pneumatically operated 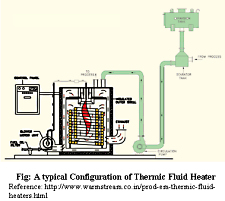 control
valve, based on the operating temperature. The heater operates on low
or high fire depending on the return oil temperature, which varies with
the system load control
valve, based on the operating temperature. The heater operates on low
or high fire depending on the return oil temperature, which varies with
the system load
The advantages of these heaters are:
- Closed cycle operation with minimum losses as compared to steam boilers.
- Non-Pressurized system operation even
for temperatures around 250 0c as against 40 kg/cm2 steam pressure
requirement in a similar steam system.
- Automatic control settings, which offer operational flexibility.
- Good thermal efficiencies as losses
due to blow down, condensate drain and flash steam do not exist in a
thermic fluid heater system.
The overall economics of
the thermic fluid heater will depend upon the specific application and
reference basis. Coal fired thermic fluid heaters with a thermal
efficiency range of 55-65% may compare favorably with most boilers.
Incorporation of heat recovery devices in the flue gas path enhances the
thermal efficiency levels further.
To top |